厂内物流精益平准化智能配送系统
背景
目前我国的精益管理及精益物流处于较低的水平,这样在一个巨大浪费无效率的原有体系上越是往下走,越是积重难返,离健康与科学的企业管理越远,改善盈利与转型的难度越大。
许多工厂管理关注重点一致倾斜向生产改善,一直在追求生产线的线平衡,已取得很大的成果。对于仓储物流环节的关注力度较弱,企业内部物流的准时化配送是一个老大难的事情。
工厂整体内部物流现状趋于简单的物料搬运工作,生产线旁物料准备区域堆积有大量的物料;生产线现场堆积大量物料,且物料消耗速度较慢,现场混乱不堪。并且经常发生仓库有料,因配送不及时,造成生产线停线。
而JIT准时配送是企业厂内物流改善的最基本要求,通过物流的改善来减少生产线等待物料的现象,提高企业的生产效率。
厂内物流精益平准化智能配送系统以精益生产为核心指导思想,运用IT、运筹管理学等手法,在传统JIT准时配送基础上,进一步实现平均化物流调度,协助企业进行JIT准时配送/领料的软件,达到快速提升企业厂内物流的作业效率、减少生产线边的库存目的。
作业模式
厂内物流精益平准化智能配送系统支持领料制/配送制的发料模式,我们是按照生产线的生产节拍采用定量不定时的方式进行准时配送/领料。
与传统精益物流的差别
|
比较项 |
精益物流改善 |
厂内物流精益平准化智能配送系统 |
|
生产方式 |
拉式生产 |
拉式生产 |
|
均衡化生产 |
√ |
√ |
|
准时配送 |
√ |
√ |
|
配送方式 |
多级配送 |
多级配送 |
|
控制生产过量 |
√ |
√ |
|
控制库存过量 |
√ |
√ |
|
小批量配送 |
√ |
√ |
|
单件流配送 |
√ |
√ |
|
配送周期(分钟) |
√ |
√ |
|
标计零部件搬入地址 |
√ |
√ |
|
无需零部件搬入呼叫 |
√ |
√ |
|
定容定量 |
需重新设计 |
可适应工厂现有模式 |
|
改造难度 |
高 |
低 |
|
改造成本 |
高 |
低 |
|
物料收发频次 |
高 |
低 |
|
配送频次 |
高低不平衡 |
平均化 |
|
实施周期 |
长 |
短 |
|
是否排序配送 |
按生产计划排序配送 |
按生产计划产生的物料配送顺序配送 |
|
需求看板制作与分发 |
需人工在EXECL中制作 |
系统自动生成、打印 |
|
是否无纸化 |
需人工打印、分发 |
√ |
|
需求看板领取 |
需人工按时间窗领取 |
通过电子看板展示 |
|
生产线物料状态 |
需人工查看 |
通过电子看板查看 |
|
ERP出库数据 |
需人工扫描看板条码生成 |
通过接口自动生成 |
仓库布局
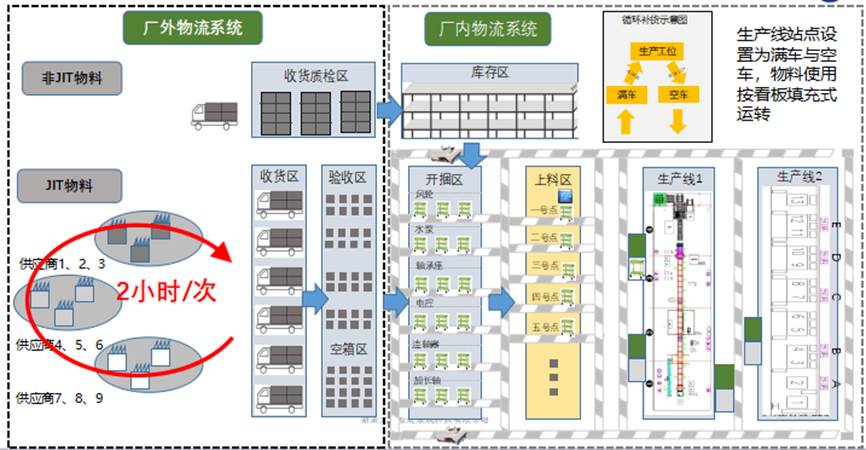
实现方式

基础准备
厂内物流精益平准化智能配送系统实施快捷,企业只需准备三个数据就可以完成系统应用的准备工作。生产线配送周期、产品配送BOM/生产节拍、物料收容数理。
1. 物料收容数量:定义每个物料使用的容器以及放置在容器中的标准数量。

2. 产品配送BOM/生产节拍:定义装配产品所需的物料清单、上料仓库、收料工位及产品的生产节拍。


3. 生产线配送周期:从备料点到生产线各工位的一个上料循环周期。

业务内容
1. 生产订单:输入当日的生产任务,执行“运算”。

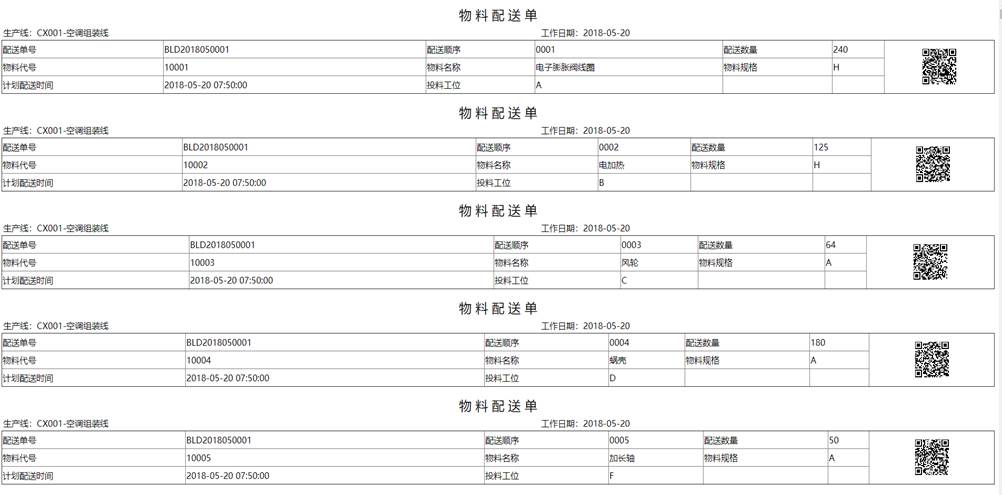
2. 配送单:依据生产任务产生的物料排序配送单,仓库人员只需在配送周期范围内按物料的配送顺序进行作业,可打印配送单或者通过移动终端扫码实现无纸化作业。
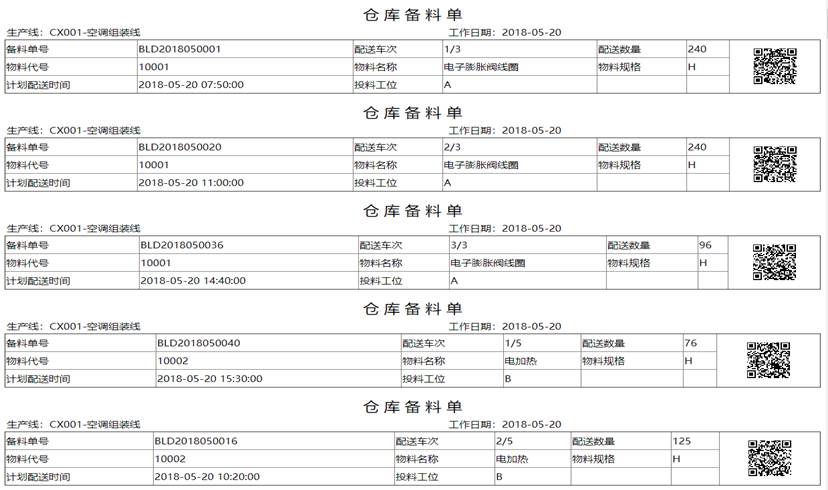
3. 备料单:依据配送单产生,指导备料人员进行备料,通过扫码的方式快速进行作业汇报。
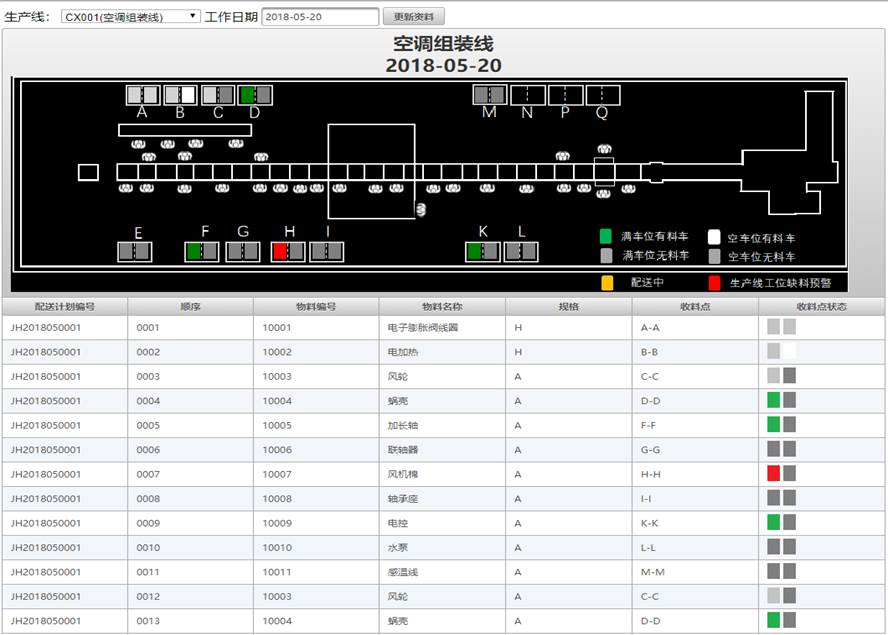
看板
厂内精益物流平准化配送系统通过电子看板进行生产线物料状态展示,指引仓库人员按照顺序进行配送或领料作业。
硬件
厂内精益物流平准化配送系统使用红外传感器、RFID、PDA、视觉系统等硬件设备,通过各种方式采集数据,可清楚的知道生产线的生产状态、物料状态。
与其他软件系统集成
厂内精益物流平准化配送系统可以通过数据库、EXECL、XML等方式与ERP、MES、WMS系统集成,定时或实时传递数据。
与其他硬件连接
使用AGV小车,实现自动搬运。


使用DPS亮灯分拣,实现精准备料。

